
|
Click here to visit Richard S. Levine's entire Lithium Bromide website with more articles, features and technical information. |
PLANT ENGINEERING, November 23, 1978
Lithium bromide is an essential ingredient in the operation of absorption chillers; however, it can also cause eight types of corrosion in the machine. This second article in a series discusses
Reducing the Effect of Lithium Bromide in Absorption Chillers
By RICHARD S. LEVINE
ABSORPTION REFRIGERATION is a practical and economical approach to central air conditioning in plants with excess boiler capacity to provide the steam to drive the chiller. However, the lithium bromide salt required for proper chiller operation is very corrosive and can destroy various machine components, including tubes, pumps, seals, spray headers, heat exchangers, and the shell. Consequently, absorption equipment requires more faithful maintenance than reciprocating or centrifugal refrigeration machines.
Relationships between lithium bromide and absorption chillers are discussed in this three-part series. The first article (PE 10/12/78, p 157, file #2510) explained the basic operation of absorption chillers and how to test, analyze, and interpret the chemical nature of the lithium bromide solution. This article describes the corrosive nature of lithium bromide and inhibitors that can control corrosive attack. The final article will discuss procedures for cleaning the accumulated corrosion debris from the machine.
Corrosion—The annual cost of corrosion damage in the United States is estimated to be at least $10 billion. Even more is probably spent for corrosion protection; some chemical plants spend millions each year just to paint steel to prevent rust.
There are two approaches to corrosion protection: Choose a metal compatible with the chemical medium in which it must survive, or modify the medium chemically so that it is less corrosive to the metal.
The first approach is often impractical because the most suitable material is usually expensive. For example, using stainless steel instead of mild steel for the shell would stop corrosion attack, but the cost would be prohibitive.
Chemical modification is much cheaper. Inhibitors that substantially alter the corrosion scheme can be added to the chemical environment. An inhibitor can be anything from paint, which coats the metal, to a large organic molecule that changes the electrochemical picture.
As a metal dissolves in solution, the corrosion process is not completely predictable. Most corrosive environments contain different metals. Thus, complex chemical matrixes with many ions in solution are created. Each ion chemically changes the corrosion picture because each is trying to establish an equilibrium condition with the undissolved metal. Dozens of chemical reactions may occur simultaneously, combining in the overall sense to produce corrosion.
Corrosion has several forms. The accompanying table lists the eight most common types.
|
COMMON TYPES OF CORROSION |
|
Uniform attack |
|
Galvanic attack |
|
Crevice corrosion |
|
Pitting |
|
Intergranular corrosion |
|
Selective leaching |
|
Erosion corrosion |
|
Stress corrosion |
Uniform attack dissolves the metal. In an absorption machine, uniform attack is common on the internal shell surface and on the copper or copper-nickel tubes. The metal looks as if it has worn thin.
Galvanic attack usually occurs when two or more dissimilar metals are immersed in a corrosive medium. The less corrosion-resistant material dissolves faster than if the second metal were not present. In the absorber, the copper-based tubes and the mild steel hull immersed in the lithium bromide electrolyte constitute a galvanic cell. The copper corrodes, becomes an ion in solution, and plates out onto the steel.
Crevice corrosion is a specialized, intensified attack. It is associated with small volumes of stagnant solution trapped in crevices no larger than a few thousandths of an inch. In the absorber, crevices form where the tube surface contacts the support, and intensified attack may develop.
Pitting, a very destructive corrosion, is the most familiar form of specialized attack. It is extremely localized and forms small holes in the metal. The overall metallic surface appears to he fine, but the pit formation may be so intense that failure results.
In the absorber, the shell may be pitted while the tubes may have some surface pits. The pits do not usually cause significant machine failures, but they do contribute to isolated tube failures and may be a starting point for stress corrosion.
Compared to the other types, intergranular corrosion has a minor effect on the absorber. When the boundaries between individual grains of metal become highly active, a localized attack occurs there; little corrosion is produced on the grains themselves. The metal appears to disintegrate. Impurities, which concentrate at the grain boundaries, usually contribute to this failure.
Selective leaching is the rapid corrosion of one component of an alloy. The brass spray nozzles used in early absorption equipment were composed of copper and zinc, and the zinc was rapidly attacked. Most newer absorbers have plastic spray nozzles to reduce this form of corrosion.
Erosion corrosion results from the movement of the corrosive lithium bromide solution. The stainless steel drip pan and sections of the absorber’s tubes are corroded by an impingement attack of the lithium bromide.
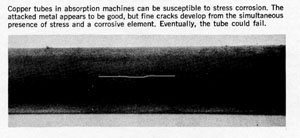
Stress corrosion usually appears as cracking. It is caused by the simultaneous presence of stress and a corrosive element. The attacked metal appears to be good, but fine cracks eventually develop and cause tube failure. The accompanying photograph shows stress-corrosion cracking on an absorption machine’s copper tube.
Various stress-corrosion theories are expounded, but none appear to offer a definitive answer as to why the problem occurs. A certain chemical environment may cause stress failure, but not stress corrosion. Some investigators feel that the stress prompts the formation of corrosion; others feel that the corrosive environment aggravates the stress condition.
Many investigators believe that ammonia is an important factor in copper stress-corrosion cracking. Nitrate-inhibited absorption machines always have some ammonia present; concentrations range from a fraction of one part per million to several hundred parts per million. As little as 50 ppm of ammonia in lithium bromide can triple the corrosion rate of copper, but ammonia alone cannot indicate stress corrosion. If this were the case, almost all absorbers with nitrate would experience stress corrosion, but they do not. Additional factors, not thoroughly understood, are involved.
Inhibitors—Two inhibitors are commonly used in the absorption system: lithium nitrate or lithium chromate. Using one of these inhibitors with suitable alkalinity control provides adequate corrosion protection. Both inhibitors are effective, but work differently because of their chemical natures.
Oxygen attacks the absorption machine’s mild steel shell most rigorously at low pH and low solution alkalinities. Raising these values with inhibitors reduces corrosion attack.
Copper does well at low pH and low solution alkalinity levels, but corrodes readily at higher values. Therefore, the copper must be sacrificed to protect the steel shell. Some trade-offs are usually necessary.
Lithium nitrate may be chosen as an inhibitor to protect the mild steel components of the absorber at reduced alkalinity values. The nitrate consumes the hydrogen gas that is produced as the shell corrodes. This action is particularly important because the hydrogen gas acts as a non-condensable and destroys the absorber’s vacuum. If the vacuum is diminished, the absorption machine operates poorly.
The nitrate works as an oxidizer in solution. It promotes the development of black iron oxide, which coats the mild steel surface and protects it from further attack by lithium bromide. However, the oxide film can become too thick and ultimately falls into solution, producing debris that fouls small, tight areas such as spray headers. The exposed iron surface is then open to fresh corrosion attack. Also, the reaction between nitrate and free hydrogen produces ammonia.
If the nitrate level is adequately maintained, a uniform layer of oxide will be present. Too much nitrate will create excess oxide and more available ammonia, and too little will not be effective in combating the corrosion. The best that can ever be hoped for is to minimize the corrosive attack—it can never be completely stopped.
Lithium chromate is an excellent inhibitor for protecting steel and ferrous metals in highly corrosive environments. Chromate passivates the iron in the absorber and forms a tenacious molecular film on the surface. It works at low alkalinity levels, so the copper portions are less subject to severe attack.
If chromates are not added properly or chemically balanced with the rest of the lithium bromide solution, they can initiate pitting and increase the copper corrosion rate. Too little inhibitor offers poor protection, and too much leads to disaster.
The choice of inhibitor is secondary to continual, regular monitoring of the lithium bromide solution. Inhibitors ultimately lose effectiveness with time and the effects of corrosion.
Lithium Bromide solution analysis, discussed in the first article of this series, is essential to maintaining inhibitors at their optimum corrosion-fighting concentration.
Richard Levine is a consultant dealing with Lithium Bromide-related problems in absorption refrigeration. He has 30 years experience in the field of Lithium Bromide analysis, interpretation, internal cleaning, and corrosion control. He can be reached at:
Richard Levine
LBD ASSOCIATES, LLC.
Randolph, NJ USA
973-895-5207
mailto:rslevine@lbdassociates.com
|
Click here to visit Richard S. Levine's entire Lithium Bromide website with more articles, features and technical information. |